JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Ang pag-level ng sheet ng metal ay isang kritikal na hakbang sa modernong paggawa ng metal. Bago makapaghatid ng mga pare-parehong resulta ang anumang operasyon ng pagputol, pagyuko, pagwelding, o pagtatatak, ang hilaw na materyal ay dapat na tunay na flat — hindi lang flat ang nakikita, ngunit walang stress at dimensional na matatag. Ang pagpili sa maling paraan ng pag-level ay humahantong sa mga tinanggihang bahagi, muling paggawa, at mga pagkabigo sa downstream na proseso. Sinasaklaw ng gabay na ito ang bawat pangunahing paraan ng leveling ng sheet metal, ipinapaliwanag ang physics sa likod ng bawat isa, at binibigyan ka ng praktikal na balangkas para sa pagpili ng tamang diskarte batay sa iyong mga kinakailangan sa materyal, volume, at katumpakan.
Bakit Nangangailangan ang Sheet Metal ng Leveling
Ang sheet na metal ay umalis sa gilingan sa anyo ng coil. Sa panahon ng pag-coiling, ang panlabas na ibabaw ay umaabot habang ang panloob na ibabaw ay nag-compress, na nagla-lock ng magkasalungat na mga diin sa istraktura ng butil ng materyal. Kapag ang mga service center ay nag-uncoil, nagtuwid, at pinutol ang sheet sa haba, ang mga stress na iyon ay hindi ganap na nawawala - sila ay nananatiling nakulong sa loob ng tila isang patag na piraso ng metal.
Ang problema ay makikita sa sandaling ang isang thermal cutting na proseso tulad ng laser o plasma cutting ay inilapat. Ang init ay naglalabas ng mga naka-lock na stress, at ang mga bahagi ay kumiwal, yumuko, o nagkakaroon ng mga gilid at gitnang alon. Ang parehong pagbaluktot ay nangyayari pagkatapos ng pagsuntok o fine blanking. Kahit na ang mga bahaging mekanikal na pinutol ay nagpapakita ng natitirang stress na nakakasira ng geometry sa panahon ng kasunod na pagbubuo o hinang.
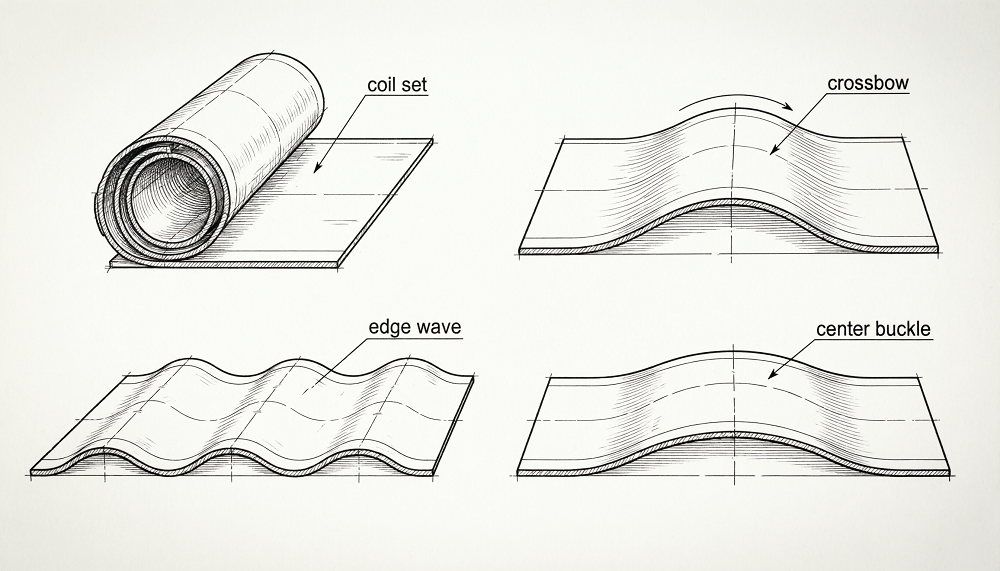
Ang mga karaniwang depekto sa flatness na dapat tugunan ng leveling ay kinabibilangan ng:
- Coil set: isang longhitudinal bow na sumusunod sa direksyon ng coiling, pinakamalubha patungo sa coil core.
- Crossbow: isang nakahalang busog na patayo sa direksyon ng pag-ikot, na ang gitna ay nakataas sa itaas ng mga gilid.
- Edge wave: kulot na mga gilid na dulot ng compressive stress sa mga gilid ng gilid na may kaugnayan sa gitna.
- Gitnang buckle: localized buckling sa gitna ng sheet kung saan ang gitna ay mas mahaba kaysa sa mga gilid.
- I-twist: diagonal distortion sa ibabaw ng bahagi, kadalasang ipinakilala sa panahon ng paggupit o paghawak ng walang simetriko.
Ang bawat uri ng depekto ay may ibang stress profile at samakatuwid ay tumutugon nang iba sa bawat paraan ng leveling. Pag-unawa mga pamantayan ng flatness ng sheet metal bago pumili ng proseso ng pag-level ay nagbibigay-daan sa iyo na tukuyin ang isang masusukat na pamantayan sa pagtanggap at maiwasan ang mga hindi pagkakaunawaan sa pagkomisyon.
Hammer at Flame Leveling
Ang Hammer leveling ay ang pinakalumang paraan ng pag-leveling ng sheet metal at nananatiling ginagamit ngayon para sa mga partikular na sitwasyon kung saan ang machine leveling ay hindi praktikal. Ang isang makaranasang operator ay hinahampas ang sheet gamit ang isang martilyo sa isang sinasadyang pattern, lumalawak ang mga naka-compress na zone at pinapawi ang mga lokal na konsentrasyon ng stress. Ang pag-level ng apoy ay gumagana sa isang kaugnay na prinsipyo: ang isang tanglaw ay nagpapainit ng isang naisalokal na lugar, na nagiging sanhi ng thermal expansion; habang ang zone ay lumalamig at kumukontra, hinihila nito ang nakapalibot na materyal patungo sa pinainit na punto, itinatama ang lokal na pagyuko.
Ang parehong mga pamamaraan ay nangangailangan ng makabuluhang kasanayan. Ang mga resulta ay direktang nakasalalay sa kakayahan ng operator na basahin ang bahagi, hatulan ang pamamahagi ng stress, at ilapat ang tamang enerhiya sa tamang pagkakasunod-sunod. Walang dalawang operator ang gumagawa ng magkatulad na resulta, at walang isang bahagi ang maaaring kopyahin nang may katiyakan. Ang isang piraso ay maaaring tumagal kahit saan mula 30 minuto hanggang ilang oras sa antas, depende sa kalubhaan ng pagbaluktot at pagiging kumplikado ng bahagi.

Kapag ang martilyo at apoy leveling ay may katuturan
- Naka-assemble na ang mga istruktura o weldment na hindi makadaan sa roller machine.
- Napakaliit na dami ng produksyon kung saan hindi makatwiran ang gastos sa pag-setup ng makina.
- Pasadyang hugis o hindi regular na mga bahagi na hindi kayang tanggapin ng mga gabay ng makina.
- On-site na pagwawasto ng mga natapos na bahagi kung saan ang dimensional tolerance ay katamtaman.
Para sa mga production environment kung saan mahalaga ang throughput, repeatability, o precision flatness tolerances, hindi angkop ang martilyo at flame leveling. Dahil sa kadahilanan ng tao, imposibleng magarantiya ang mga pare-parehong resulta sa isang batch.
Press at Straightening Press Leveling
Sinusuportahan ng straightening press ang sheet o plate sa dalawang punto at naglalagay ng forming die upang pindutin ang materyal na patag sa pagitan ng mga support point na iyon. Ang proseso ay nagta-target ng mga partikular na lokasyon sa bahagi kung saan ang pagbaluktot ay puro. Karaniwang kailangan ang maraming press cycle bago maabot ng bahagi ang katanggap-tanggap na flatness, dahil itinutuwid ng bawat press stroke ang isang lugar habang posibleng magpasok ng stress sa mga katabing zone.
Ang ilang mga fabricator ay gumagamit ng mga press brakes bilang improvised levelers, na mabubuhay para sa pagwawasto ng isang nakikitang deformation ngunit hindi tumutugon sa ipinamahagi na panloob na stress. Ang isang nakatuong straightening press ay nagbibigay ng mas mahusay na kontrol kaysa sa isang press brake na muling ginamit para sa leveling ngunit hindi pa rin tumutugma sa throughput o stress-relief depth ng isang roller-based na system.
Ang pag-level ng isang piraso sa isang straightening press ay karaniwang tumatagal hanggang 60 minuto at nangangailangan ng isang dalubhasang espesyalista upang bigyang-kahulugan ang pag-uugali ng bahagi sa pagitan ng mga stroke. Ang pamamaraan ay nagiging mas praktikal para sa mga plato na mas makapal kaysa sa 50 mm, kung saan ang mga roller leveler ay maaaring kulang sa mekanikal na kapasidad, at para sa mababang dami ng produksyon kung saan ang pamumuhunan ng makina ay hindi makatwiran.
Mga limitasyon na dapat isaalang-alang
- Hindi matugunan ang distributed internal stress — nakikita lang ang mga geometric na depekto sa mga discrete point.
- Ang panganib ng springback ay nangangailangan ng paulit-ulit na pagpindot sa cycle at pinahabang cycle ng oras.
- Lubos na umaasa sa paghatol ng operator, na ginagawang variable ang pag-uulit sa pagitan ng mga operator.
- Hindi angkop para sa manipis na sheet metal — ang mataas na lokal na konsentrasyon ng load ay nanganganib sa pagkasira ng ibabaw o permanenteng pagmamarka.
Roller Leveling: Mula sa Simple Straighteners hanggang sa Precision System
Roller leveling ay ang pinaka-tinatanggap na pang-industriya sheet metal leveling paraan. Ang sheet ay dumadaan sa isang serye ng mga staggered roller na sumasailalim dito sa mga alternating bends ng unti-unting pagbaba ng amplitude. Ang paulit-ulit na elastic-plastic na deformation na ito ay muling namamahagi ng mga panloob na stress sa cross-section at nagtutulak sa materyal patungo sa isang pare-pareho, nakakawala ng stress na flat state.
Ang pangunahing pisika ay sumusunod sa isang lumiliit na sine wave: ang entry end ay nalalapat ang pinakamalaking bending displacement, at ang bawat sunud-sunod na roller pair ay binabawasan ang displacement hanggang ang materyal ay lumabas sa isang halos neutral na estado ng stress. Ang pagiging epektibo ng proseso ay nakasalalay sa tatlong magkakaugnay na mga variable: roller diameter, roller pitch (center-to-center spacing), at pressing depth (penetration) .
Mga simpleng roller leveler (mga straightener)
Ang mga simpleng straightener ay gumagamit ng hindi bababa sa pitong roller na may medyo malalaking diameter at malawak na espasyo. Hinahawakan nila ang mas makapal na mga plato at isang limitadong hanay ng kapal. Dahil ang mga roller ay hindi aktibong sinusuportahan laban sa pagpapalihis sa ilalim ng pagkarga, yumuyuko sila sa ilalim ng presyon, na gumagawa ng hindi pantay na baluktot sa lapad ng sheet. Ang mga resulta ng flatness ay sapat para sa pangkalahatang mga structural application ngunit hindi sapat para sa precision manufacturing. Madalas na kailangan ang maraming pagpasa sa makina, at ang proseso ay depende pa rin sa karanasan ng operator upang maitakda nang tama ang mga roller.
Precision multi-roller levelers
Ang mga precision leveler ay nagdaragdag ng mga intermediate at support roller sa likod ng gumaganang mga roller upang maiwasan ang pagpapalihis sa ilalim ng pagkarga. Nagbibigay-daan ito sa mas maliliit na working roller diameters at mas mahigpit na pitch, na nagpapataas ng bilang ng mga bending cycle sa bawat yunit ng haba ng sheet at pinapabuti ang kakayahan ng makina na itama ang mga short-wave na depekto tulad ng mga gilid ng alon at center buckle. Ang mga sistema ng katumpakan ay maaaring makamit ang mga halaga ng flatness ng 0.1 mm/m o mas mataas — isang kinakailangan para sa saw blades, precision stamping component, at fine-tolerance sheet metal assemblies.
Kung ikukumpara sa mga manu-manong pamamaraan, ang roller leveling ay kapansin-pansing binabawasan ang cycle time. Ang isang bahagi na nangangailangan ng 10 minutong pagpindot sa preno o pag-level ng martilyo sa pamamagitan ng kamay ay maaaring iproseso sa ilalim ng isang minuto sa isang precision roller leveler, na isinasalin sa masusukat na mga pagbawas sa gastos sa mga pagpapatakbo ng mataas na volume.
Rolling machine (tatlong-roller system)
Ang pinakasimpleng pagsasaayos na nakabatay sa roller ay gumagamit ng tatlong offset roller. Ang sheet ay yumuko sa paligid ng mga roller habang ito ay dumadaan, at ang proseso ay paulit-ulit hanggang sa pagiging patag ay katanggap-tanggap. Ang diskarte na ito ay epektibo lamang para sa mga bahagi na may simple, pare-parehong mga depekto sa flatness. Hindi nito tinutugunan ang panloob na stress at nangangailangan ng maraming pag-uulit para sa anumang materyal na may makabuluhang pagbaluktot. Ito ay pinakaangkop para sa mga workshop na humahawak ng mga light bending correction sa mababang volume.
Pag-level ng Tensyon
Ang pag-level ng tensyon ay umaabot sa sheet nang pahaba sa pamamagitan ng paghila nito sa pagitan ng dalawang tension reel hanggang sa lumampas ang inilapat na stress sa lakas ng ani ng materyal. Habang pantay na nagbubunga ang sheet sa cross-section nito, bumabagsak ang pagkakaiba ng stress sa pagitan ng dating naka-compress at tensioned zone, at lumalabas ang materyal sa isang flat, low-residual-stress state.
Maraming mga industriyal na sistema ng pag-level ng tensyon ang pinagsasama ang roller bending at tensioning sa isang hybrid na diskarte: ang sheet ay dumaan muna sa mga bending roller upang muling ipamahagi ang gross stress, pagkatapos ay sumasailalim sa tensioning upang makamit ang pangwakas na flatness at kapal ng pagkakapareho. Ang kumbinasyong ito ay partikular na epektibo para sa mga bakal na may mataas na lakas at napakanipis na materyales kung saan ang mga roller-only na system ay nagpupumilit na maglapat ng sapat na baluktot nang walang pinsala sa ibabaw.
Pinakamahusay na mga application para sa pag-level ng tensyon
- Napakanipis na sheet at foil kung saan minarkahan pa rin ng maliliit na diameter ng roller ang ibabaw.
- Mga high-strength steel grades na may yield-to-tensile ratios na malapit sa 1.0, na mahirap yumuko nang walang over-stressing.
- Mga linya ng pagpoproseso ng likid kung saan ang materyal ay patuloy na tumatakbo at ang kontrol ng tensyon ay bahagi na ng arkitektura ng linya.
- Mga application kung saan ang pagkakapareho ng kapal sa lapad ay kasing kritikal ng flatness.
Ang disbentaha ay ang pagiging kumplikado at gastos ng kapital. Ang pag-level ng tensyon ay nangangailangan ng tumpak na kontrol ng mga tension reels at maingat na pagkakalibrate upang maiwasan ang pagpasok ng bagong longitudinal stress mula sa hindi pantay na paghila. Ito ay hindi gaanong praktikal para sa part-by-part leveling pagkatapos ng pagputol at pangunahing ginagamit sa mga kapaligiran sa pagpoproseso ng coil.
Hot Rolling at Cold Rolling Leveling
Ang malamig na rolling leveling ay dumadaan sa sheet sa pamamagitan ng mga roller sa o malapit sa temperatura ng silid, na naglalagay ng mataas na presyon na nagpapa-deform ng materyal sa plastic. Ang pamamaraang ito ay hindi lamang itinatama ang flatness ngunit pinapabuti ang surface finish at pinatataas ang mga mekanikal na katangian — ang tigas at tensile strength ay parehong tumataas dahil sa work hardening. Ito ay angkop kapag ang kalidad ng ibabaw ay isang pangunahing kinakailangan, tulad ng para sa mga blangko ng panel ng katawan ng sasakyan o mga substrate ng precision engineering. Ang limitasyon ay ang cold rolling ay limitado sa mas manipis na mga gauge; ang napakakapal na mga plato ay nangangailangan ng labis na puwersa, at ang epekto ng pagpapatigas ng trabaho ay maaaring mabawasan ang ductility hanggang sa punto kung saan apektado ang downstream forming.
Pinapainit ng mainit na rolling leveling ang sheet sa itaas ng temperatura ng recrystallization nito bago ito ipasa sa mga leveling roller. Binabawasan ng mataas na temperatura ang lakas ng ani at pinatataas ang ductility, na ginagawang mas madaling ma-deform ang mga makapal na plato. Ang init ay nagpapabilis din ng stress. Ang diskarte na ito ay pamantayan sa pangunahing pagpoproseso ng bakal at paggawa ng barko-grade plate production. Ang halaga ng enerhiya ng pag-init ay ang pangunahing kawalan sa pagpapatakbo, at maaaring baguhin ng thermal treatment ang microstructure ng materyal sa mga paraan na nangangailangan ng post-process na pag-verify para sa mga application na sensitibo sa detalye.
Hydraulic Precision Leveling: Ang Modern Industrial Standard
Ang hydraulic precision leveling ay kumakatawan sa kasalukuyang estado ng sining sa sheet metal leveling para sa mga kapaligiran ng produksyon. Hindi tulad ng mechanical roller levelers kung saan ang puwersa ng pagpindot ay naayos sa pamamagitan ng pagsasaayos ng tornilyo, a hydraulic leveling machine gumagamit ng mga closed-loop na hydraulic cylinder para dynamic na kontrolin ang puwersa ng pagpindot at roller gap sa buong lapad ng sheet. Nagbibigay-daan ito sa system na mapanatili ang pare-parehong bending energy kahit na nag-iiba-iba ang kapal ng materyal, lakas ng ani, o temperatura sa loob ng isang production batch.

Ang prinsipyo ng pagtatrabaho ay nananatiling alternating elastic-plastic bending, ngunit ang katumpakan ng hydraulic drive ay nagbubukas ng mga kakayahan na hindi maaaring tumugma sa mga mechanical system:
- Malawak na hanay ng materyal: Ang mga hydraulic system ay maaaring magproseso ng mga materyales mula sa 0.1 mm ultra-thin copper foil hanggang 60 mm na espesyal na alloy na makapal na plato sa loob ng isang pamilya ng makina, na nagpapalipat-lipat sa mga ito sa pamamagitan ng mga nakaimbak na recipe.
- Aktibong kontrol ng korona: Ang mga support roller sa likod ng mga gumaganang roller ay hydraulically adjusted zone by zone, na nagbabayad para sa roller deflection sa ilalim ng load at tinitiyak ang pare-parehong baluktot sa malalawak na sheet — kritikal para sa pagtanggal ng mga gilid ng alon at center buckles nang sabay-sabay.
- Nauulit na operasyon batay sa recipe: Ang mga parameter na partikular sa materyal (puwersa, pagtagos, bilis) ay iniimbak at awtomatikong binabalikan, na inaalis ang pagkakaiba-iba ng pag-setup na umaasa sa operator sa mga shift.
- Paghawak ng mga butas-butas at pinainit na materyal: Ang advanced na zone-by-zone roller pressure control ay nagbibigay-daan sa piling pagpahaba sa lapad, na ginagawang posible na i-level ang mga materyales na nakakatalo sa mga mas simpleng sistema — butas-butas na mga sheet, post-heat-treated na blangko, at high-tensile-strength plate.
Ang pangunahing pagkakaiba sa pagitan ng mga disenyo ng hydraulic leveler ay nasa control architecture. Ang pagkontrol sa hydraulic pressure lamang ay hindi katumbas ng closed-loop na kontrol ng roller position o cylinder force. Position at force feedback — sa pamamagitan ng linear scales at load cell — ang nagbibigay-daan sa pang-araw-araw na repeatability sa harap ng oil temperature drift, valve response variation, at unti-unting pagkasira ng bahagi. Ang mga makina na umaasa lamang sa kontrol ng presyon ay magbubunga ng pare-parehong mga resulta lamang sa loob ng isang makitid na operating band.
Para sa maramihang pagpapatakbo ng produksyon sa mga bahagi ng automotive, precision sheet metal, mga bahagi ng elevator, saw blades, at electronics enclosures, ang hydraulic precision leveling ay ang paraan na ginagawang matamo at mabe-verify ang mga garantiya ng flatness sa antas ng produksyon. Galugarin ang buong hanay ng mga aplikasyon sa industriya kung saan ang precision leveling ay naghahatid ng masusukat na pagpapabuti ng proseso.
Pag-level ng stretcher
Gumagamit ang pag-level ng stretcher ng mga hydraulic clamp para hawakan ang sheet sa magkabilang dulo at hilahin ito sa maraming direksyon nang sabay-sabay hanggang sa mapantayan ang mga panloob na stress sa pamamagitan ng pare-parehong yielding sa buong cross-section. Hindi tulad ng tension leveling sa mga linya ng pagpoproseso ng coil, ang stretcher leveling ay gumagana sa mga indibidwal na cut sheet o plates at idinisenyo para sa mga materyales kung saan ang longitudinal at transverse stress gradients ay parehong nangangailangan ng pagwawasto sa isang operasyon.
Ang pamamaraan ay nakakamit ng mahusay na flatness at natitirang stress relief ngunit mas mabagal kaysa sa tuluy-tuloy na roller o tension leveling at pinakaangkop para sa mataas na halaga, mababang volume na mga aplikasyon tulad ng aerospace plate, makapal na structural blanks, o espesyal na alloy sheet kung saan ang halaga ng bahagi ay nagbibigay-katwiran sa mas mahabang cycle time. Nangangailangan ito ng maingat na pagkakalibrate: ang hindi sapat na kahabaan ay nag-iiwan ng natitirang stress; ang labis na kahabaan ay permanenteng nagbabago ng mga sukat at mekanikal na katangian.
Paano Pumili ng Tamang Paraan ng Pag-level ng Sheet Metal
Ang tamang paraan ng pag-level ay natutukoy sa pamamagitan ng kumbinasyon ng mga katangian ng materyal, dami ng produksyon, kinakailangan sa flatness, at geometry ng bahagi. Ang sumusunod na talahanayan ay nagbubuod ng pangunahing pamantayan sa pagpili sa lahat ng pangunahing pamamaraan.
| Pamamaraan | Saklaw ng Kapal | Kaangkupan ng Dami | Kalidad ng Flatness | Pampawala ng Stress | Karaniwang Kaso ng Paggamit |
|---|---|---|---|---|---|
| Martilyo / Apoy | Anuman | 1–5 piraso | Mababa / Variable | Bahagyang (lokal lamang) | Weldments, on-site repair |
| Straightening Press | > 50 mm karaniwang | Maliit na batch | Katamtaman | Bahagyang (point correction) | Makapal na plato, nakikitang pagpapapangit |
| Simpleng Roller Leveler | Katamtaman–kapal | Katamtaman | Katamtaman | Limitado | Pangkalahatang structural plate |
| Precision Roller Leveler | Manipis–katamtaman | Mataas | Mataas (≤ 0.5 mm/m) | Mabuti | Stamping, laser cutting prep |
| Pag-level ng Tensyon | Napaka manipis - mataas na lakas | Mataas (coil line) | Napakataas | Magaling | AHSS, foil, pagpoproseso ng coil |
| Cold Rolling Leveling | Manipis | Mataas | Napakataas | Mabuti | Mga panel ng katawan ng sasakyan, mga bahagi ng katumpakan |
| Hot Rolling Leveling | Makapal na plato | Mataas (mill-scale) | Katamtaman–high | Mabuti | Structural steel, paggawa ng barko plate |
| Hydraulic Precision Leveling | 0.1 mm – 60 mm | Mataas | Napakataas (≤ 0.1 mm/m) | Magaling | Precision mfg, mixed-material na produksyon |
| Pag-level ng stretcher | Katamtaman–kapal | Low–medium | Napakataas | Magaling | Aerospace plate, mga espesyal na haluang metal |
Praktikal na lohika sa pagpili
Magsimula sa iyong materyal. Kung magpoproseso ka ng malawak na hanay ng mga haluang metal at kapal sa isang pasilidad, ang hydraulic precision leveling ay ang tanging paraan na humahawak sa buong spectrum na may pare-parehong batay sa recipe. Kung limitado ang iyong operasyon sa iisang materyal na pamilya sa mataas na volume, ang isang precision roller leveler na na-optimize para sa window na iyon ay maaaring maging mas cost-effective. Para sa napakanipis na foil o advanced na high-strength na bakal sa tuluy-tuloy na linya ng coil, ang pag-level ng tensyon ay naghahatid ng pinaka magkakatulad na mga resulta. Para sa paminsan-minsang pagwawasto ng makapal na plato o pag-aayos ng weldment, ang isang pindutin o straightening press ay nananatiling praktikal na pagpipilian.
Pagkatapos ay isaalang-alang ang iyong mga proseso sa ibaba ng agos. Kung ang leveled sheet ay laser cut, ang natitirang antas ng stress pagkatapos ng leveling ay mahalaga gaya ng geometric flatness — ang thermal cutting ay magpapalabas ng anumang stress na natitira. Kung ito ay magiging katumpakan na naselyohan o nabuo, ang pagkakapantay-pantay sa kabuuan ng lapad ay ang nangingibabaw na kinakailangan. Ang pagtukoy sa downstream sensitivity bago pumili ng isang paraan ay nagsisiguro na ang leveling step ay talagang malulutas ang problema sa halip na ilipat lamang ito.
Para sa mas malalim na paghahambing ng mga diskarte at pagsasaayos ng kagamitan, ang gabay sa mga pamamaraan ng pag-level ng metal sumasaklaw sa karagdagang detalye sa antas ng tool para sa bawat diskarte.
Pagsasama ng Pag-level sa isang Kumpletong Linya ng Produksyon
Sa modernong sheet metal fabrication, ang leveling ay bihirang gumana bilang isang nakahiwalay na hakbang. Ang pinakamataas na return sa leveling investment ay dumarating kapag ang leveling machine ay isinama sa isang konektadong linya ng produksyon — naka-link sa decoiler upstream, cutting o stamping system downstream, at isang central data system na nagla-log ng mga parameter ng materyal, force setting, at flatness na mga resulta para sa traceability.
Ang paghawak ng materyal na nakabatay sa recipe ay ang praktikal na mekanismo: kapag nagbago ang material ID, awtomatikong nagbabago ang leveling program, inaalis ang oras ng manual setup at ang panganib ng pagpapatakbo ng mga maling parameter sa isang bagong haluang metal o kapal. Feedback sa downstream na inspeksyon — kung saan ginagamit ang resulta ng pagsukat ng flatness para pinuhin ang susunod na cycle ng leveling — isinasara ang loop at nagbibigay-daan sa patuloy na pagpapabuti nang walang interbensyon ng operator.
Anuman ang napiling paraan ng leveling, dapat na subaybayan ang integridad ng ibabaw kasama ng flatness. Ang pagmamarka ng roller, pickup mula sa mga kontaminadong roller, at mga micro-scratch sa mga sensitibong haluang metal tulad ng aluminyo o tanso ay mga dahilan ng pagtanggi na lumilitaw pagkatapos ng leveling, hindi sa panahon nito. Ang disiplina sa pagpapanatili — paglilinis ng roller, kalinisan ng langis, pagkakalibrate ng sensor, at panaka-nakang pag-verify ng geometry — ay ang kasanayan sa pagpapatakbo na nagpapanatiling pare-pareho ang pag-level ng mga resulta sa paglipas ng panahon.
Para sa mga tagagawa na sinusuri ang hydraulic precision leveling solutions para sa pagsasama sa kanilang mga linya ng produksyon, ang pangkalahatang-ideya ng aplikasyon nagbibigay ng gabay sa pagsasaayos ayon sa industriya at uri ng materyal.