JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Mga Tagagawa ng Makina ng Pagpapatag na Haydroliko
-


30 Series Thin Plate Hydraulic Servo Precision Leveling Machine
-

40 Series Heavy-Duty Hydraulic Precision Leveling Machine
-
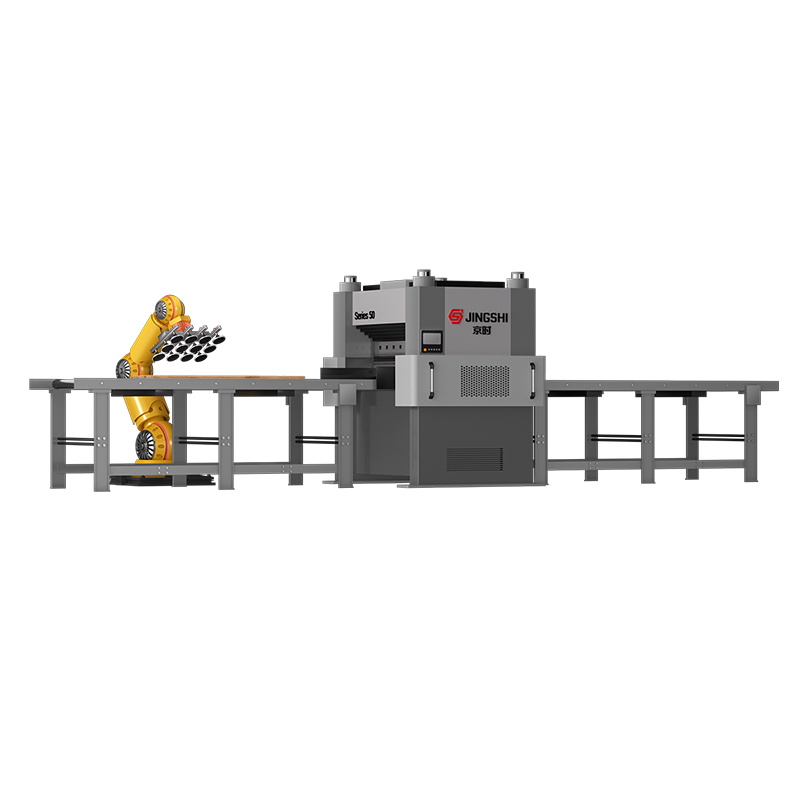
50 Series Four-Column Hydraulic Intelligent Precision Leveling Machine
-

60 Series Thick Plate High-Efficiency Hydraulic Leveling Machine
-

80 Series Heavy-Duty Plate Hydraulic Ultra-Precision Leveling Machine
-

100 Series Malaking Workpiece Hydraulic Precision Leveling Machine
Ang mga hydraulic leveling machine ay gumagamit ng hydraulic drive bilang kanilang pangunahing pinagmumulan ng kuryente, at nilagyan ng maraming set ng staggered leveling rollers (kabilang ang working rollers, intermediate rollers, at support rollers). Sa pamamagitan ng tumpak na pagkontrol sa puwersa ng pagpindot at ang bilang ng mga baluktot na cycle, ang metal sheet ay sumasailalim sa alternating "elastic-plastic" deformation, sa huli ay nakakamit ang mga preset na kinakailangan sa flatness. Ang espesyal na kagamitan na ito ay maaaring magproseso ng iba't ibang mga metal na materyales (aluminyo, tanso, bakal, titanium alloys, atbp.) na may mga kapal mula sa 0.1mm (ultra-thin copper foil) hanggang 60mm (mga espesyal na alloy na makapal na plato).
Tungkol sa Amin
Suzhou JingShi Intelligent Equipment Co., Ltd.
Itinatag noong 2016 at punong-tanggapan sa Suzhou, Tsina, ang Suzhou JingShi Intelligent Equipment Co., Ltd. ay isang pinagsamang high-tech na negosyo na pinagsasama ang pananaliksik, pagmamanupaktura, at kalakalan. Dalubhasa kami sa mga presisyong makina ng pagpapatag na haydroliko at mga sistema ng matalinong linya ng produksyon, Pasadya na Presisyong Makina ng Pagpapatag na Haydroliko, nakatuon sa paghahatid ng mga solusyon sa pagtatapos ng sheet metal na may mataas na presisyon, mataas na kahusayan, at mataas na katatagan sa mga pandaigdigang tagagawa.
Bilang Mga Tagagawa ng Makina ng Pagpapatag na Haydroliko at Mga Tagapagtustos ng Presisyong Makina ng Pagpapatag sa Tsina, ang aming kagamitan ay malawakang ginagamit sa mga bahagi ng sasakyan, precision sheet metal, mga bahagi ng elevator, makinarya sa agrikultura, mga lagari, precision stamping, paggawa ng profile, at mga aplikasyon sa elektrikal. Sa pamamagitan ng patuloy na pagbabago at kahusayan sa teknikal, si JingShi ay naging isang pinagkakatiwalaang kasosyo para sa mga tagagawa sa buong mundo.
Bilang Mga Tagagawa ng Makina ng Pagpapatag na Haydroliko at Mga Tagapagtustos ng Presisyong Makina ng Pagpapatag sa Tsina, ang aming kagamitan ay malawakang ginagamit sa mga bahagi ng sasakyan, precision sheet metal, mga bahagi ng elevator, makinarya sa agrikultura, mga lagari, precision stamping, paggawa ng profile, at mga aplikasyon sa elektrikal. Sa pamamagitan ng patuloy na pagbabago at kahusayan sa teknikal, si JingShi ay naging isang pinagkakatiwalaang kasosyo para sa mga tagagawa sa buong mundo.
Feedback ng Mensahe
Sertipiko ng Karangalan



Manatiling Konektado, Mga Pananaw & Inobasyon mula sa JingShi
-

 Balita sa Industriya
Balita sa Industriya
 2026.07.08
1. Panimula sa Mga Panel Lifting Device Taun-taon, nawawalan ng libu-libong oras ang mga tagagawa sa pagpapabagal, manu-manong paghawak ng panel. Ang nag...
2026.07.08
1. Panimula sa Mga Panel Lifting Device Taun-taon, nawawalan ng libu-libong oras ang mga tagagawa sa pagpapabagal, manu-manong paghawak ng panel. Ang nag... -
Balita sa Industriya
2026.06.05
Bakit Mahalaga ang Pag-level ng Sheet Metal: Ang Nakatagong Halaga ng Mga Hindi Patag na Bahagi Isang 4×8-foot sheet ng 14-gauge steel ang lumalabas sa laser cutter na ...
-
Balita sa Industriya
2026.05.11
Ano ang Ginagawang "Katumpakan" ng Plate Leveler? Ang isang karaniwang roller leveler ay nagtutuwid ng metal sa pamamagitan ng pagpasa nito sa isang hanay ng mga offset...
-
Balita sa Industriya
2026.05.07
Magdikit ng suction cup sa salamin na bintana at nagtatagal ito ng ilang buwan. Pindutin ang parehong tasa laban sa isang hilaw na kahoy na tabla at dumudulas ito sa loob ng ...
Kaalaman sa Industriya
Paano tinutukoy ng diameter at pitch ng roller ang "naprosesong window"
Ang mga mamimili ay madalas na tumutuon sa nominal na hanay ng kapal, ngunit ang praktikal na hangganan ay itinakda ng ugnayan sa pagitan ng roller diameter, roller pitch (gitnang distansya), at ang lakas ng ani ng materyal. Ang mas maliliit na gumaganang roller at mas mahigpit na pitch ay nagpapataas ng baluktot na dalas, na tumutulong sa pag-alis ng mga short-wave na depekto; ang mas malalaking diameter ay nagpapataas ng kapasidad ng pagkarga at nagpapababa ng panganib sa pagmamarka sa ibabaw sa mas malambot na mga haluang metal.
Ano ang dapat suriin kapag inihambing ang mga quote ng makina
- Gumagana na diameter ng roller at pitch: mas maliit/mas mahigpit na karaniwang nagpapabuti ng short-wave correction, ngunit nagpapataas ng contact pressure.
- Paraan ng intermediate/support roller adjustment: mechanical vs hydraulic-assisted ay nakakaapekto sa kung gaano kahusay na hawak ng makina ang kontrol ng korona sa ilalim ng pagkarga.
- Katigasan ng frame at disenyo ng tie-rod: ang stiffness ay isang nakatagong driver ng repeatability kapag nagpoproseso ng high-strength na bakal.
- Diskarte sa proteksyon sa ibabaw: para sa aluminyo/tanso, magtanong tungkol sa roller finish at mga probisyon sa paglilinis upang mabawasan ang pagkuha.
Kung ibinabahagi mo ang iyong karaniwang mga grado ng haluang metal at mga wavelength ng depekto, maaari naming i-pre-match ang configuration ng roller sa iyong tunay na spectrum ng depekto sa halip na umasa sa mga generic na label na "saklaw ng kapal".
Ang pagiging patag ay hindi isang sukatan: tukuyin kung ano ang iyong susukatin at kung paano
Ang "Flat" ay maaaring mangahulugan ng iba't ibang bagay depende sa kung ang iyong proseso sa ibaba ng agos ay stamping, laser cutting, o precision assembly. Dapat tukuyin ng mga spec ng procurement ang paraan ng pagsukat (straightedge, optical, tension-level reference, CMM sampling), ang haba ng sampling, at ang uri ng depekto na iyong kinokontrol (edge wave, center buckle, coil set, crossbow).
| Elemento ng pagtutukoy | Bakit ito mahalaga | Praktikal na halimbawa |
|---|---|---|
| Haba ng sampling / grid | Itinatago ng maikling sampling ang mga depekto sa mahabang alon; Itinatago ng mahabang sampling ang mga short-wave ripples. | Sukatin ang higit sa 1 m para sa plato; mas mahigpit na grid para sa precision sheet. |
| Pangalan ng uri ng depekto | Ang iba't ibang mga depekto ay nangangailangan ng iba't ibang diskarte sa roller/pitch. | Ang Edge wave vs center buckle ay nangangailangan ng iba't ibang kontrol ng korona. |
| Kondisyon ng pag-igting | Ang materyal ay maaaring lumitaw na mas patag sa ilalim ng pag-igting kaysa sa malayang estado. | Tukuyin ang "free-state" flatness pagkatapos mag-unload. |
| Temperatura / estado ng pagpapadulas | Binabago ng thermal growth at lubrication ang friction at springback. | I-verify sa stable na temperatura ng linya para sa repeatability. |
Para sa mga mamimili na may mataas na katumpakan, ang susi ay ang ihanay ang pagsubok sa pagtanggap sa iyong aktwal na downstream sensitivity; ang pinakamahusay na resulta ng pag-level ay ang maaari mong i-verify nang tuluy-tuloy .
Pressing force vs bending cycles: kung paano maiwasan ang “flat today, warped tomorrow”
Nakakamit ng mga hydraulic leveler ang flatness sa pamamagitan ng alternating elastic-plastic deformation. Dalawang lever ang nangingibabaw: (1) ang pressing force distribution sa buong roller set at (2) ang bilang ng mga epektibong bending cycle. Ang sobrang pagmamaneho na puwersa sa "puwersa ang flatness" ay maaaring mag-imbak ng natitirang stress at humantong sa pagbaluktot sa ibang pagkakataon pagkatapos ng pagputol, pagwelding, o pagpasok ng init.
Nakabubuo na gabay sa pagkuha
- Humingi ng ipinakitang mga setting ng mga bintana: hindi isang recipe, ngunit ang matatag na hanay ng puwersa at pagtagos na mayroong flatness.
- I-verify ang "katatagan pagkatapos ng proseso": i-cut ang mga kupon at muling suriin ang flatness pagkatapos ng slitting/laser cutting upang ilantad ang mga natitirang isyu sa stress.
- Kumpirmahin ang suporta sa multi-zone: ang mga intermediate/support roller ay dapat tumulong sa pamamahagi ng load at bawasan ang lokal na over-bending.
Sa aming pagsasanay sa pag-commissioning, umaasa ang mga pinakanauulit na programa katamtamang pagtagos na may sapat na mga baluktot na cycle , hindi maximum na puwersa.
Ang closed-loop hydraulic control ay ang tunay na differentiator sa repeatability
Malakas ang hydraulic drive, ngunit ang dapat suriin ng mga mamimili ay ang control architecture: ang pressure control lang ay hindi katulad ng force/position closed-loop control sa mga leveling point. Ang pag-anod, temperatura ng langis, at pagtugon sa balbula ay nakakaimpluwensya sa pang-araw-araw na pagkakapare-pareho kaysa sa tonnage ng headline.
Mga tanong na nagpapakita ng kalidad ng kontrol sa isang RFQ
- Kinokontrol ba ng system ang roller gap/penetration (posisyon), cylinder force, o hydraulic pressure lang?
- Paano pinamamahalaan at nababayaran ang temperatura ng langis (paglamig, pag-tune na may kamalayan sa lagkit, mga gawain sa pag-init)?
- Anong mga sensor ang ginagamit (pressure transducers, linear scales, load cell) at paano sila na-calibrate?
- Mayroon bang pamamahala ng recipe na may mga parameter na nauugnay sa materyal para sa mabilis na pagbabago?
Para sa bulk production, ang repeatability ay ang profit lever: ang matatag na kontrol ay binabawasan ang rework at downstream na mga paghinto . Ito ay eksakto kung saan namin itinuon ang aming hydraulic precision leveling solutions.
Kapag ang "malawak" ay mas mahirap kaysa sa "makapal": kontrol ng korona at pagsugpo sa gilid ng alon
Ang mga malalapad na sheet ay madalas na hindi tinatanggap dahil sa edge wave o center buckle na hinihimok ng hindi pare-parehong stress sa lapad. Ito ay mas kaunti tungkol sa kabuuang puwersa at higit pa tungkol sa kung paano pinapanatili ng makina ang pare-parehong baluktot sa lapad sa ilalim ng pagkarga. Umiiral ang mga intermediate at support roller para sa kadahilanang ito: upang patatagin ang mga gumaganang roller at pamahalaan ang pag-uugali ng korona.
Ano ang dapat patunayan para sa malawak na materyal na mga programa
- Ratio ng lapad-sa-kapal: pinalalaki ng matataas na ratio ang sensitivity ng korona at nangangailangan ng mas malakas na diskarte sa roller ng suporta.
- Suportahan ang roller zoning: mas maraming adjustment granularity ang nagpapabuti sa pagwawasto ng mga localized na isyu sa gilid.
- Pagpalihis ng frame sa ilalim ng pagkarga: humingi ng data ng pagpapalihis sa iyong target na throughput at lakas ng materyal.
Isang praktikal na takeaway: Ang pagtukoy lamang sa kapal ay hindi sapat na mga paalala para sa tagumpay ng malawak na sheet ; isama ang lapad, lakas ng ani, at uri ng depekto sa spec ng pagbili.
Tuning na partikular sa materyal: aluminum, copper foil, high-strength steel, at titanium alloys
Isang single precision hydraulic leveling machine maaaring magproseso ng maraming haluang metal, ngunit ang mga maramihang mamimili ay nakikinabang mula sa pagpaplano ng mga bintana ng proseso ng materyal na pamilya. Direktang nakakaapekto sa pagpili ng roller, pagpapadulas, at mga kinakailangan sa kalinisan ang mga pagkakaiba sa yield behavior, springback, at surface sensitivity. Maaaring masakop ng mga hydraulic leveler ang matinding saklaw— 0.1 mm hanggang 60 mm —ngunit ang mga kasanayan sa pagpapatakbo ay hindi dapat ituring bilang mapagpapalit.
Mga praktikal na tuning cues ng materyal na pamilya
- Aluminum: unahin ang proteksyon sa ibabaw at matatag na alitan; iwasan ang pickup na may disiplinadong paglilinis at kontroladong contact pressure.
- Copper foil / ultra-thin: tumuon sa roller finish, tension handling, at vibration control; maaaring mag-print sa pamamagitan ng maliliit na kaguluhan.
- High-strength na bakal: nangingibabaw ang higpit ng frame at diskarte sa roller ng suporta; kumpirmahin na ang makina ay nagpapanatili ng mga setting sa ilalim ng matagal na pagkarga.
- Titanium alloys: asahan ang mas mataas na springback; umasa sa multi-cycle na baluktot at pare-parehong kontrol sa temperatura para sa repeatability.
Kapag bumuo kami ng mga programa para sa mga halo-halong materyal na halaman, inirerekomenda namin ang pagtukoy mga recipe na nauugnay sa materyal upang panatilihing predictable ang mga pagbabago.
RFQ data na pumipigil sa under-spec at over-spec (at nagpapaikli sa commissioning)
Ang panganib sa maramihang pagbili ay kadalasang nagmumula sa nawawalang konteksto ng proseso: maaaring palakihin ng mga vendor ang isang makina "upang maging ligtas" o maliitin ito batay sa kapal lamang. Ang isang maigsi na pakete ng data ay nagbibigay-daan sa tumpak na pagpili at binabawasan ang oras ng pagkomisyon.
| Kategorya | Ano ang ibibigay | Bakit kailangan ito ng mga vendor |
|---|---|---|
| Depinisyon ng materyal | Alloy/grade, hanay ng lakas ng ani, katigasan (kung magagamit) | Tinutukoy ang springback at kinakailangang baluktot na enerhiya |
| Geometry | Saklaw ng kapal, hanay ng lapad, haba, anyo ng coil/plate | Nakakaapekto sa pagpili ng roller pitch at diskarte sa korona/suporta |
| Profile ng depekto | Edge wave/center buckle/crossbow/coil set; depekto wavelength kung alam | Ini-align ang configuration ng roller sa aktwal na problema sa flatness |
| Target na kinalabasan | Sampling ng pagtanggap ng paraan ng pagtanggap ng paraan ng pagsukat ng flatness | Pinipigilan ang paggawa ng mga hindi pagkakaunawaan at hindi tugmang mga inaasahan |
| Throughput | Bilis ng linya, takt oras, laki ng batch, dalas ng pagbabago | Tinutukoy ang antas ng automation, hydraulic response, paghawak ng recipe |
| Mga hadlang sa ibaba ng agos | Mga hakbang sa pagputol/pagwelding/pagpindot, pinapayagan ang natitirang panganib sa stress | Ginagabayan ang diskarte sa "force vs cycles" para sa mga stable na bahagi |
Ang kumpletong RFQ data pack ay kadalasan ang pinakamabilis na paraan upang bawasan ang kabuuang halaga ng proyekto —hindi sa pamamagitan ng pagpili ng pinakamurang makina, ngunit sa pamamagitan ng pag-iwas sa hindi pagkakaangkop at muling paggawa.
Pagpapanatili na nagpoprotekta sa katumpakan: kalinisan ng langis, pagkasuot ng roller, at disiplina sa pagkakalibrate
Ang precision leveling ay sensitibo sa maliliit na pagbabago sa friction, roller geometry, at hydraulic responsiveness. Maraming "mga isyu sa misteryong flatness" ang nagbabalik sa kontaminasyon ng langis, unti-unting pagkasira ng roller, o pag-anod sa mga sanggunian sa pagsukat kaysa sa mismong konsepto ng leveling.
Mga kasanayan sa pag-iwas na nagpapanatili ng katumpakan
- Pamamahala sa kalinisan ng langis: ang pagsasala at pag-sample ay binabawasan ang pagdikit ng balbula at pinipilit ang kawalang-tatag.
- Roller inspection: subaybayan ang surface pickup, micro-pitting, at mga pagbabago sa diameter na nagbabago sa epektibong penetration.
- Pag-calibrate ng sensor: ang feedback sa presyon/posisyon ay kasing-asahan lamang ng nakagawiang pag-calibrate nito.
- Paglilinis ng disiplina para sa non-ferrous: pinipigilan ang mga naka-embed na particle mula sa pag-print ng mga depekto sa sheet.
| Pagitan | Focus item | Bakit ito mahalaga |
|---|---|---|
| Bawat shift | Paglilinis ng roller at pagsusuri sa visual na ibabaw | Pinipigilan ang pagmamarka na nauugnay sa pickup at friction drift |
| Linggu-linggo | Pagsusuri ng hydraulic leak/temperatura; filter differential pressure | Pinapatatag ang tugon ng kontrol at binabawasan ang panganib sa kontaminasyon |
| Buwan-buwan | Pag-sample ng langis; mga pagsusuri sa katinuan ng sensor | Nakikita ang maagang pag-anod bago ito maging scrap |
| quarterly | Pagpapatunay ng geometry ng roller; inspeksyon ng pagkakahanay | Pinoprotektahan ang repeatability sa ilalim ng mataas na volume na operasyon |
Mula sa pananaw ng mamimili, Ang pagpapanatili ay bahagi ng iyong kakayahan sa pagiging patag ; dapat itong planuhin kasama ng mga ekstrang bahagi at pagsasanay.
Pagsasama ng precision leveler sa isang matalinong linya ng produksyon
Para sa maramihang produksyon, ang leveler ay bihirang tumayo nang mag-isa. Ang pinakamahusay na ROI ay lilitaw kapag ang leveling program, materyal na pagsubaybay, at downstream na kagamitan (decoiler, feeder, shear, stacking, inspeksyon) ay nagbabahagi ng data. Dito binabawasan ng mga intelligent line system ang pagkakaiba-iba at dependence ng operator.
Mga detalye ng pagsasama na dapat tukuyin ng mga mamimili
- Handoff ng recipe: ang material ID ay awtomatikong nagti-trigger ng mga parameter ng leveling upang mabawasan ang oras ng pag-setup.
- Upstream tension stability: ang kontrol ng decoiler/feeder ay nakakaapekto sa maliwanag na flatness at repeatability.
- Downstream inspection loop: i-link ang feedback sa pagsukat ng flatness sa pagpipino ng programa (kung saan naaangkop).
- Pag-log ng data: mag-imbak ng mga pangunahing parameter (puwersa/posisyon, bilis, temperatura) upang masubaybayan ang mga depekto at bawasan ang scrap.
Bilang isang pinagsamang tagagawa ng precision hydraulic leveling machine at mga sistema ng linya, idinisenyo namin ang mga interface upang ang iyong throughput gain ay totoo, hindi theoretical .
Mahalaga ang integridad ng ibabaw: maiwasan ang mga marka ng roller, pickup, at micro-scratches
Ang mga maramihang bumibili sa mga piyesa ng sasakyan, mga bahagi ng elevator, at precision sheet-metal na pagtatapos ay kadalasang tinatanggihan ang materyal hindi para sa flatness, ngunit para sa mga depekto sa ibabaw na ipinakilala sa panahon ng leveling. Ang mga sanhi ng ugat ay kadalasang kontaminasyon (mga naka-embed na particle), hindi sapat na disiplina sa paglilinis, hindi tamang kondisyon ng ibabaw ng roller, o labis na localized contact pressure.
Mga praktikal na kontrol na nagbabawas ng scrap na nauugnay sa ibabaw
- Tukuyin ang pinapayagang pagkamagaspang sa ibabaw at tapusin ang mga target para sa gumaganang mga roller para sa iyong mga sensitibong haluang metal.
- Ipatupad ang unti-unting paglilinis: upstream wipe/brush periodic roller cleaning para maiwasan ang pickup buildup.
- Kontrolin ang presyon ng contact: mas gusto ang mga setting na nakakamit ang flatness nang walang "over-penetration" kapag ang surface ay kritikal.
- Plano para sa non-ferrous handling: ang aluminyo at tanso ay nangangailangan ng mas mahigpit na kontrol sa kontaminasyon kaysa sa pangkalahatang paggawa ng bakal.
Sa pagsubok sa pagtanggap, isama ang parehong flatness at surface criteria para ma-validate ang linya magagamit na mga bahagi, hindi lang “flat sheets” .
Kontakin Kami
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 ng Suzhou JingShi Intelligent Equipment Co., Ltd. Nakalaan ang Lahat ng Karapatan. Mga Tagapagtustos ng Presisyong Makina ng Pagpapatag
